

_crop_yawei-press-brake-phb.jpg)
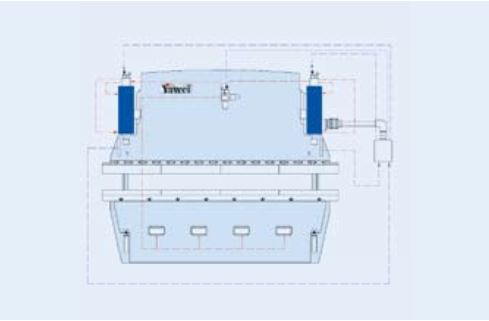
CNC Press Break - PBH
CNC Press Break - PBH

|
Hydraulic control technology |
|
|
|
|
|
|
|
Crowing compensation technology |
|
|
|
|
Standard configuration
- Adopt DELEM DA56 from the Neterlands
- Hyraulic system adopt full loop electro-hydraulic servo synchronnized control system from Germany
- Backgauge has two axic as standard, X axis move forward and backward, R axis make upward and downward, finger-stop can move easily along linear guide
- Adopt mechanical fast clamp and European type upper toolong, 2-V quick change for bottom die
- Front support can be adjusted along worktable by step
|
Standard functional parts for PBH series press break |
|
||
|
|
X, R axis backgauge |
|
|
|
|
||
|
|
|
|
|
|
|
Upper tooling fast clamp |
|
|
|
|
||
|
|
|
|
|
|
|
2-V quick change bottom die |
|
|
|
|
||
|
|
|
|
|
|
|
Step-adjust front sheet support |
|
|
|
|
||
|
|
|
|
|
|
|
CNC system |
|
|
|
CNC system is DA56S as standard configuration, axis more than (4+1), need to choose option of DA66T controller |
|
||
|
Configuration and function for standard CNC controller |
|
||
|
|||
|
|||






|
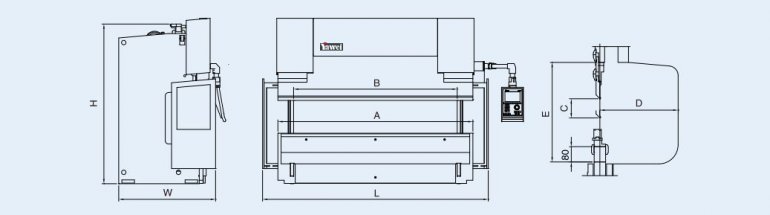
Model |
Bending |
Bending |
Distance |
Throat |
Ram |
Die |
Ram speed |
Main |
Oil tank |
Overall dimension |
Weight |
||||
|
kN |
mm |
mm |
mm |
mm |
mm |
mm/s |
kW |
L |
mm |
kg |
|||||
|
PBH-80/2550 |
800 |
2550 |
2150 |
350 |
175 |
480 |
200 |
14 |
170 |
7.5 |
230 |
3140 |
1540 |
2240 |
6800 |
|
PBH-110/3100 |
1100 |
3100 |
2600 |
410 |
215 |
52 |
200 |
14 |
160 |
11 |
300 |
3590 |
1540 |
2530 |
9800 |
|
PBH-110/4100 |
4100 |
3600 |
360 |
4590 |
11800 |
||||||||||
|
PBH-160/3100 |
1600 |
3100 |
2600 |
410 |
215 |
520 |
160 |
11 |
140 |
15 |
380 |
3610 |
1600 |
2590 |
11900 |
|
PBH-160/4100 |
4100 |
3600 |
170 |
430 |
4610 |
15000 |
|||||||||
|
PBH-220/3100 |
2200 |
3100 |
2600 |
410 |
215 |
530 |
130 |
10 |
120 |
18.5 |
400 |
3630 |
1830 |
2630 |
15000 |
|
PBH-220/4100 |
4100 |
3600 |
500 |
4630 |
2730 |
18100 |
|||||||||
|
PBH-250/3100 |
2500 |
3100 |
2600 |
410 |
215 |
530 |
120 |
9 |
105 |
18.5 |
400 |
3630 |
1830 |
2630 |
15100 |
|
PBH-250/4100 |
4100 |
3600 |
500 |
4630 |
2730 |
18200 |
|||||||||
|
PBH-300/3100 |
3000 |
3100 |
2600 |
410 |
265 |
580 |
130 |
9 |
100 |
22 |
450 |
3600 |
1950 |
2750 |
20500 |
|
PBH-300/4100 |
4100 |
3600 |
600 |
4600 |
3000 |
24400 |
|||||||||
Models with special parameters can be customerized
PBH (A) series
Press break optional parts
|
Backgauge |
|
|
|
|
4 axis backgauge (X, R, Z1,Z2) |
|
|
||
|
|
|
|
|
|
5 axis backgauge (X, R, Z1, Z2, X1) |
|
|
||
|
|
|
|
|
|
6 axis backgauge (X1, R1, Z1, X2, R2,Z2) |
|
|
||



|
Front support device |
|
|
|
|
Front support moving along linear guide |
|
|
||
|
|
|
|
|
|
Hydraulic bending help |
|
|
||
|
|
|
|
|
|
Mechanical servo bending help |
|
|
||



|
Upper tooling clamping device |
|
|
|
|
Upper tooling mechanical clamping device |
|
|
||
|
|
|
|
|
|
Upper tooling hydraulic clamping |
|
|
||
|
|
|
|
|
|
WILA upper tooling hydraulic clamping |
|
|
||



|
Lower tool clamping device |
|
|
|
|
Single V lower tool, mechanical clamping |
|
|
||
|
|
|
|
|
|
Single V lower tool, hydraulic clamping |
|
|
||
|
|
|
|
|
|
Lasersafe safety guard |
|
|
||



_crop_Yawei-NC-PressBreaks-WEH.jpg)
_crop_Yawei_CNC_HydraulicPress_2PBB.jpg)
_crop_Yawei_CNC_HydraulicPress_2PBA.jpg)
_crop_Yawei_CNC_HydraulicPress_PBE.jpg)
_crop_Yawei_CNC_HydraulicPress_PBB.jpg)
_crop_Yawei_CNC_HydraulicPress_PBA.jpg)
NHAT CUONG TRADING & SERVICES COMPANY LIMITED.
HO CHI MINH CITY HEAD OFFICE
352 Tran Van Kieu St., Dist.6, HCMC, Vietnam
Email : nhatcuong-co@vnn.vn
Tel:(+84-8) 39600 888 | 3755 8189
Fax: (+84-8) 3755 8190
HANOI REP. OFFICE
No.17, Alley 64, Phan Dinh Giot St., Thanh Xuan Dist., Hanoi, Vietnam
Email : sales.hn@nhatcuongvn.com
Tel: (+84-4) 3565 9585
Fax: (+84-4) 3566 5362
